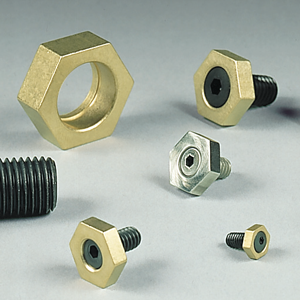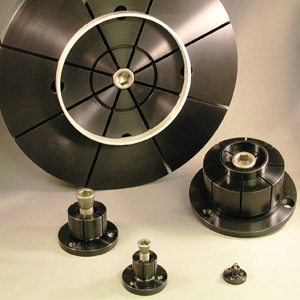
The ID Xpansion™ clamp is the ideal solution to hold parts on an inside diameter for high density machining on vertical or horizontal machining centers. It can also be used as an expanding mandrel on a lathe.
These machinable clamps are produced in 12L14 steel with black oxide coating in 12 sizes and can hold internal diameters from under 3/16 to almost 10 inches (4.1 to 254mm). #10 manufactured using 7075-T6 aluminum.
The flange diameter of the clamp is held to a close tolerance for precision locating in a machined pocket on work cubes and fixture plates.
The customer machines the mild steel clamp to match the bore of the part ensuring a proper fit. Often times the clamps can be remachined for different size jobs.
The low profile ID Xpansion™ Clamp can hold several parts in one compact area for secondary operations without any clamping interference. They are quickly tightened with a hex key, torque driver or can be mated to hydraulic pull cylinders for automation.
| Part Number |
Model Number |
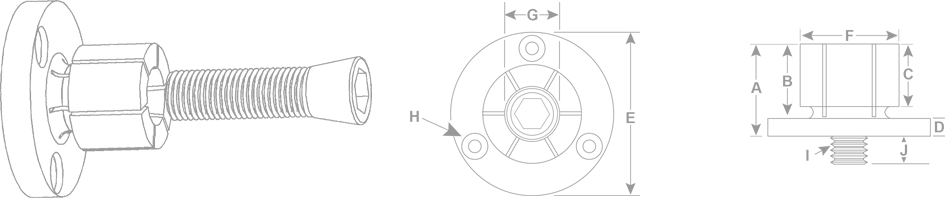
A | B | C | D | E+.000 -.050 |
F | G+ | H* | I | J | Torque (N.m.) |
Holding Force (N.) |
Replacement Tapered Screws |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 38000 | #00 | 10.7 | 7.6 | 6.1 | 3.0 | 20.0 | 7.4 | 4.1 | M2 on 13.7 BHC | M2x12 | 4.1 | .70 | 1,113 | 38001 |
| 38050 | #0 | 21.8 | 16.0 | 15.0 | 5.9 | 29.72 | 12.4 | 7.1 | M3 on 20.95 BHC | M4x25 | 7.2 | 5.00 | 4,228 | 38002 |
| 38100 | #1 | 24.9 | 19.0 | 15.0 | 5.9 | 31.5 | 14.2 | 12.2 | M3 on 23.1 BHC | M6x30 | 11.2 | 17.00 | 8,455 | 38010 |
| 38150 | #2 | 24.9 | 19.0 | 15.0 | 5.9 | 37.5 | 20.0 | 13.5 | M3 on 29.0 BHC | M8x30 | 13.2 | 34.00 | 11,125 | 38020 |
| 38200 | #3 | 28.6 | 22.2 | 17.5 | 6.4 | 50.0 | 27.0 | 18.0 | M4 on 39.4 BHC | M10x35 | 16.3 | 60.00 | 20,025 | 38032 |
| 38250 | #4 | 31.8 | 25.4 | 20.6 | 6.4 | 56.0 | 35.3 | 23.0 | M4 on 45.5 BHC | M12x40 | 20.3 | 150.00 | 26,255 | 38042 |
| 38300 | #5 | 39.6 | 31.8 | 27.0 | 7.9 | 69.5 | 42.0 | 29.3 | M5 on 55.9 BHC | M16x45 | 21.4 | 280.00 | 44,500 | 38052 |
| 38350 | #6 | 39.6 | 31.8 | 27.0 | 7.9 | 75.5 | 51.5 | 29.3 | M5 on 63.9 BHC | M16x45 | 21.4 | 280.00 | 44,500 | 38052 |
| 38400 | #7 | 45.5 | 37.6 | 32.3 | 7.9 | 107.5 | 77.7 | 29.3 | M6 on 92.6 BHC | M16x50 | 19.3 | 280.00 | 44,500 | 38072 |
| 38450 | #8 | 45.5 | 37.6 | 32.3 | 7.9 | 132.9 | 103.0 | 29.3 | M6 on 118.06 BHC | M16x50 | 19.3 | 280.00 | 44,500 | 38072 |
| 38500 | #9 | 45.5 | 37.6 | 32.3 | 7.9 | 132.9 | 175.0 | 29.3 | M6 on 118.06 BHC | M16x50 | 19.3 | 280.00 | 44,500 | 38072 |
| 38550** | #10 | 45.5 | 37.6 | 32.3 | 7.9 | 152.4 | 250.2 | 29.3 | M6 on 133.35 BHC | M16x50 | 19.3 | 170.00 | 26,000 | 38072 |
H* – (3) Mounting Screws Included. (4) Mounting Screws Included with #9 & #10.
** – Clamp made from 7075-T6 aluminum stock.
| MODEL #00 – #6 ID Xpansion™ Clamps |
|
| MODEL #7-10 ID Xpansion™ Clamps |
|