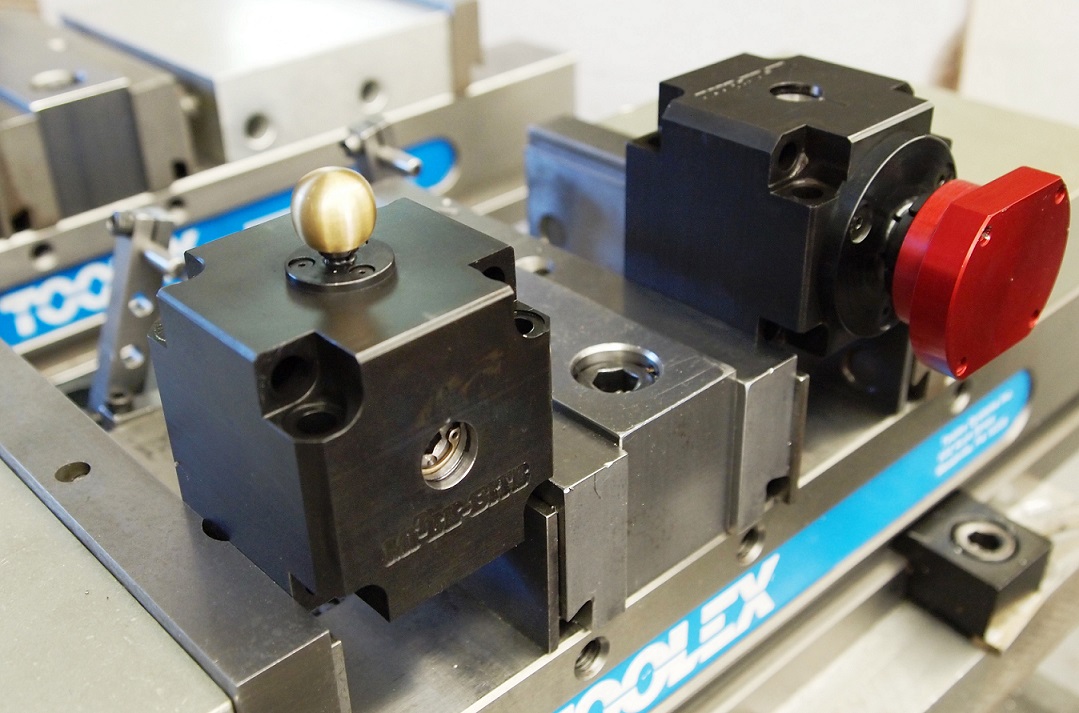
The Actuators are specifically designed for gripping the ID of blind holes but may also be incorporated in many applications that require a straight draw actuated 90 degrees from the drive screw. They are capable of gripping on bores ranging from .16″ (4.1mm) to 1.39″ (35.3mm) using the standard ID clamps, Models #00 through #4. (flange on #4 may require modification when mounting to Mill Actuator)
The Mill block can be mounted in several ways including on a fixture plate, for high density workholding applications, or gripped in a vise. The same bolt hole configuration can be used for both the vertical and horizontal planes.
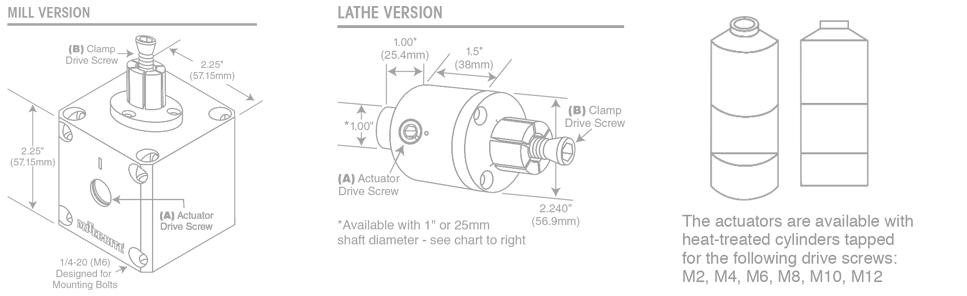
Both styles of Actuators come completely assembled with the heat-treated cylinders tapped for the following clamp drive screws: M2, M4, M6, M8, M10 and M12.
Specifications:
- Manual Actuators will produce over 4,000 lbs. of pull-force with 45 ft. lbs. of torque. Do not exceed 5 ft/lbs with the M2 or 20ft/lbs with the M4
- Customer will mount clamps onto the Actuator according to clamp instructions. Actuators may be used with clamps other than ID Xpansion™ Clamps.
- The Mill version has 8 mounting holes with 1.75″ (44.45mm) spacing for 1/4-20 (or M6) mounting bolts.
- The “top” access hole for the clamp drive screw is approximately .315″ (8mm) for the M2 through M8 and .484″ (12.3mm) for the M10 and M12.
- Cylinder travel is .040″ (1.016mm)
- Threaded cylinders may be interchanged with our other cylinder sizes by first removing the retaining ring and the actuator drive screw and then tapping out the cylinder. This may require the use of a rubber mallet and punch.
- Threaded cylinders are heat treated to 54 RC, and have a diameter of 5/8″ (15.875mm).
- Both the Mill and Lathe versions are made of 12L14 with a black oxide finish.
Operation & Use:
- Align Indicator mark on actuating screw (A) (apex of cam) with the alignment mark on actuator housing.
- Lightly tighten clamp drive screw (B).
- Tighten actuator drive screw (A) expanding ID clamp .002 – .005″ (.050 – .13mm).
- Machine clamp to size of your bore.
- Loosen actuator drive screw (A) aligning marks once again.
- Loosen clamp drive screw (B) approximately 1/8 turn.
Ready for use, load parts and tighten actuator screw. Do not exceed 45 ft/lbs of torque. Care should be taken not to over-tighten with the smaller diameter screws (M2, M4).
| Mill | Lathe w/25mm Shaft |
Cylinder Thread |
Replacement Threaded Cylinder |
|---|---|---|---|
| 34502 | 38602 | M2 | 34002 |
| 34504 | 38604 | M4 | 34004 |
| 34506 | 38606 | M6 | 34006 |
| 34508 | 38608 | M8 | 34008 |
| 34510 | 38610 | M10 | 34010 |
| 34512 | 38612 | M12 | 34012 |



